手机站
手机站 微信号
微信号友情链接:
目前二次包胶用的液态硅胶,主流就两种——自粘型和普通液态硅胶,工艺逻辑完全不一样。深圳盈泰工厂的工程师和你聊一聊材料该如何选择。
干过消费电子、智能穿戴、医疗配件这行的人,十有八九在二次包胶这块栽过跟头。
说白了就一个问题:硅胶没选对。
选错了会怎样?要么溢胶严重,人工修边修到怀疑人生;要么粘接不牢,整批货直接报废。返工成本一上去,利润基本就没了。
目前二次包胶用的液态硅胶,主流就两种——自粘型和普通液态硅胶,工艺逻辑完全不一样,用错场景就是白花钱。

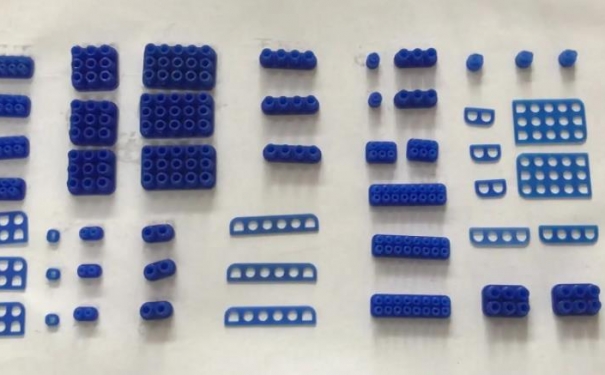
自粘型最大的好处是不用涂底涂剂。如果被包胶基材上设计有有卡扣、有沟槽,自粘型液态硅胶成型后靠物理结构自己"咬"住,前端加工省一道工序,特别适合结构复杂、不方便做表面处理的异形件。
但问题也很明显——液态硅胶原料流动性非常好,注塑成型的时候如果模具设计不合理,硅胶会顺着缝隙往外跑,固化之后粘在产品表面,抠都抠不下来。小批量试制还能扛,一旦上量,修边工时直接起飞。
一句话总结:适合小批量、结构限位充足的产品,大批量慎选。当然如果模具加工精度足够高,包胶基材能和自粘型硅胶粘接效果很好,也是可以考虑的。
普通液态硅胶需要在包胶前,对粘接区域精准涂刷底涂处理剂,风干之后只有涂了的地方硅胶才粘得住,没涂的地方硅胶根本不沾。
这意味着什么?溢胶可以徒手撕掉。
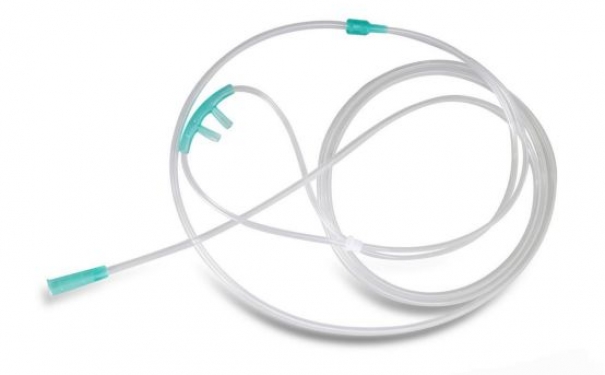
后段修边基本不用操心,人工成本压得住。Type-C接口、电动牙刷配件、智能电子产品五金或塑胶包胶这些要做IP68防水的量产件,基本都是这个方案。
选料这事,交给干了20多年的专业工程师来判断
说实话,自粘型和普通型没有绝对的好坏,核心是匹配你的产品结构、订单体量和防水等级。 自己瞎选,十次有八次要返工。
深圳市盈泰高精密五金橡胶有限公司,2009年成立到现在,17年年就干液态硅胶二次包胶这一件事。工厂在东莞长安,配了CNC、EDM等精密模具加工设备30多台、50多台全自动液态lsr注塑设备,还有20多年技术背景的研发团队,不是那种什么都接、什么都做不精的工厂。
1000+硅胶包胶定制项目落地,中航、奇思电子、爱乐米、绿联这些牌子都是长期客户。产品过了SGS、FDA、ROHS、LFGB、UL全套环保认证,ISO9001体系管控。盈泰有自己的波峰防水专利,IP68高等级密封不是说说而已。客户提问题,4小时内受理,24小时内出方案,从原料选型到模具优化到表面处理全流程把控。如果你有液态硅胶包胶产品需要定制生产,可以和我们盈泰联系咨询,我们可以免费提供产品结构优化方案。

硅胶包塑胶是目前很多知名手机品牌使用的最多的一种手机保护套,所以今天就为您介绍硅胶包胶手机套的工艺到底是如何制作的!
查看详情>>
液体硅胶已经应用于包括汽车零件,电力绝缘,电子,食品包装,医疗器械,保健,体育器材,太阳能,光学,打印机,军事工业等的广泛领域。
查看详情>>