手机站
手机站 微信号
微信号友情链接:
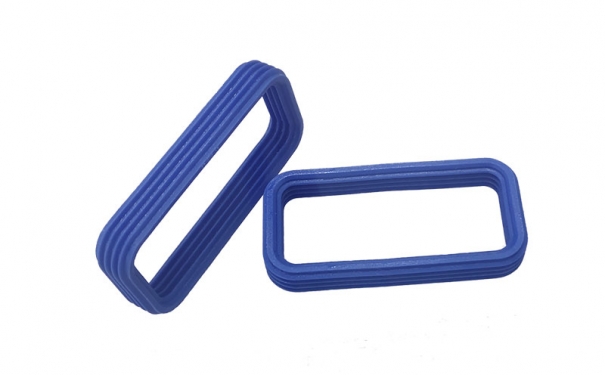
液态硅胶二次成型或液态硅胶套啤时,对基材的尺寸公差要求较高,因基材的公差决定了成型时是否能有效封胶。
液态硅胶二次成型我们也常规叫做液态硅胶包胶或液态硅胶套啤,首先基材有液态硅胶包PC,液态硅胶包尼龙,液态硅胶包五金。
在液态硅胶二次成型时首先要考虑基材是否耐高温,液态硅胶二次成型或液态硅胶套啤时因模具成型温度是130度左右,所以对基材要求耐高温。
液态硅胶二次成型或液态硅胶套啤时,对基材的尺寸公差要求较高,因基材的公差决定了成型时是否能有效封胶。

在液态硅胶二次成型工艺中对液态硅胶料有两种选择:
1)选有自粘型硅胶,这料产品要求产品结构有利于封胶,生产过程中如果有溢胶是不好清理的。
2)选用普通液态硅胶,在液态硅胶二次成型前对基材刷处理剂。刷过处理剂的地方会有附着力,没刷的地方没附着力,相对与自粘型胶较好清理溢胶。
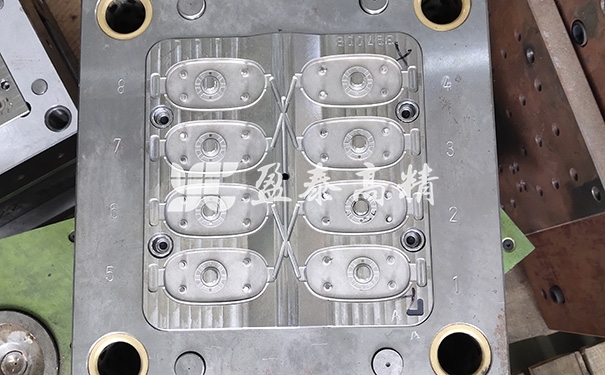
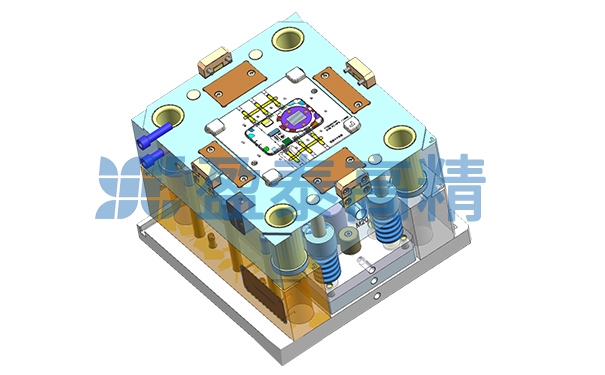
液态硅胶二次成型模具一般采用针阀式冷流道,针交阀式冷流道模具生产过程中可以采用抽真空,因胶道密封,理论上液态硅胶二次成型模具型腔可以达到完全真空状态,这样有利避开了产品困气风险,另外产品溢胶风险也会降低。大部份液态硅胶产品二次成型时溢胶风险较大,是因为产品有困气风险,所以成型时加大了压力与射胶量,这在一定程度上减小了困气风险,但也同时增加了溢胶风险。所以液态硅胶二次成型时要减小溢胶风险除了模具精度与基材精度要高匹配外,较小的注射压力与合理的射胶量也是要特别留意的。模具抽真空,如果采用开放式胶道,胶道较难理想密封,所以要采用针阀式流道。
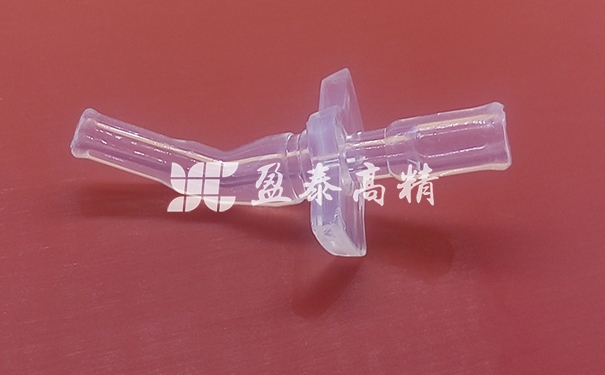
液态硅胶二次成型FPC时,模具可以对FPC封胶位预压0.08mm,在这范围内不会让FPC功能受影响,所以要求FPC的厚度公差控制在0.05mm以内,这样才能有效封胶。
液态硅胶二次成型塑胶时,尽量在塑胶封胶位留封胶线0.2mm-0.5mm左右,这样能有效封胶,产品美观。
在金属件液态硅胶二次成型时,要求金属件公差在0.02mm,且只能走下公差,这样模具达到尺寸才不易压伤,在封胶位侧0.06mm左右做撕边。这样才能让接合面较完美。如果尺寸过大公差,要么撕边难撕,要么会压坏模具,所以金属件液态硅胶二次成型对精度要求较高。
液态硅胶制品厂家下面告诉您液体硅胶成型过程需要经过哪些步骤液态硅胶制品在注射成型的制造过程中,主要的产品很明显。而传统的工作过程集中在加压撞击混合过程,这种方法是由一个机械混合法混合的,它将双组分复合在一起。
查看详情>>
陶熙道康宁特种产品部的业务部门陶氏医疗解决方案公司推出了两种新的液态硅橡胶(LSR)技术。
查看详情>>