手机站
手机站 微信号
微信号友情链接:
热压贴皮革是一种常见的生产工艺,适用于塑胶(塑料)外壳、木板、金属等基材与皮革的贴合
热压贴皮革的生产流程
1. 基材(塑胶外壳)预处理
清洁:使用酒精、等离子清洗或超-声-波去除油污、脱模剂等,确保表面干净。
表面处理(可选):
粗化处理:喷砂、化学蚀刻或火焰处理,提高胶水附着力。
底涂处理:涂覆专用底漆(如PP处理剂、PU底涂),增强粘接强度。
2. 皮革预处理
裁切:按产品尺寸裁切皮革,通常预留3~5mm余量用于包边。
背面处理(可选):
打磨或涂底涂剂(如PU底涂),提高胶水渗-透性。
部分人造革(PU/PVC)需做活-化处理(如电晕、火焰处理)。
3. 涂胶(关键步骤)
胶水选择:
热熔胶(PUR/EVA):适用于自动化生产,固化快,但耐温性较低(<80℃)。
水性PU胶:环保,需烘干,适用于耐高温要求较高的产品。
溶剂型胶(如录丁胶):初粘力强,但含VOC,需通风处理。
涂胶方式:
喷涂/滚涂:适用于大面积均匀涂布。
点胶/刮涂:适用于精细部位(如边缘、曲面)。

4. 预干燥(部分胶水需要)
水性胶或溶剂胶需在60~80℃烘箱中预干燥1~3分钟,去除溶剂,避免热压时产生气泡。
5. 热压贴合(核心工艺)
设备:平板热压机、液压机、真空热压机(适用于复杂曲面)。
工艺参数(根据材料调整):
参数典型范围备注
温度 80~150℃ 天-然皮革≤120℃,人造革可更高
压力 0.5~3MPa(5~30kg/cm²) 过高可能导致皮革变形或压痕
时间 10~60秒 厚皮革或复杂结构需更长时间
冷-却方式 自然冷-却/水冷模具 快速冷-却可减少变形
贴合方式:
平板热压:适用于平面或简单曲面。
模压成型:带模具定位,适合3D曲面(如汽车内饰件)。
真空热压:抽真空使皮革紧密贴合复杂结构,避免气泡。

6. 冷-却定型
热压后需冷-却至室温,使胶水完全固化,防止回弹变形。
可采用水冷模具或风扇加速冷-却。
7. 后处理
修边:激光切割、CNC或刀模去除多余皮革,边缘可做缝线或封边处理。
压花/烫印:增加纹理或LOGO(如奢-侈品包、汽车座椅)。
表面处理:喷涂防污、抗UV涂层(如录碳树脂)。
8. 质量检测
附着力测试:百格刀划格+胶带剥离,要求无脱落。
耐温测试:85℃高温存储2小时,无开胶、翘边。
外观检查:无气泡、皱褶、胶痕、色差。

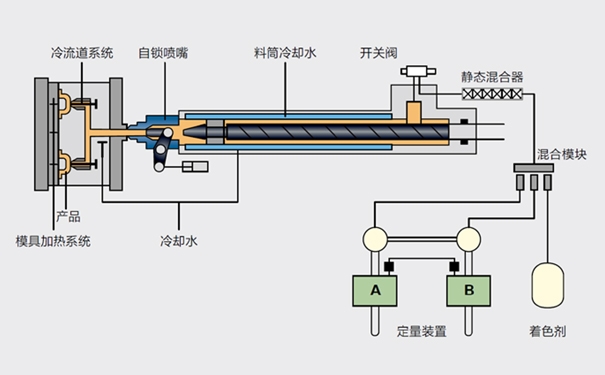
你是否很好奇究竟硅胶分成哪些种类以及不同类型的硅胶所适用的制程方式如何?下面由深圳硅胶来图加工生产厂家详细介绍吧。
查看详情>>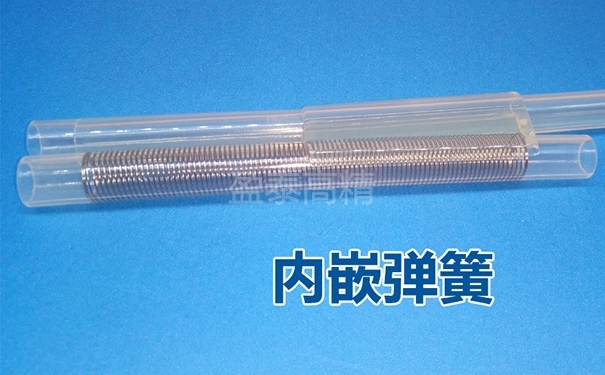
液体硅胶弹簧制品,硅胶包弹簧,液态硅胶包弹簧,硅胶包胶加工工厂。
查看详情>>