手机站
手机站 微信号
微信号友情链接:
盈泰液态硅胶注塑厂小编为您介绍液体硅胶产品注塑生产中的常见缺陷:毛边产品的原因及解决方案。
这几年液态硅胶注塑市场有多火爆相信每一个注塑从业人员都很清楚。随着模具技术的提升和市场需求的增长,其发展越来越迅速,应用范围也越来越广泛。从工业产品、医疗产品、婴儿产品到汽车零部件等等。但液态硅胶注塑对于塑胶注塑来说,有很多不同之处。关于硅胶产品有太多话题可讲,但是在生产中,大家最关心得应该还是如何规避成型缺陷。我们为此专门做了这样一个话题。讨论常见的硅胶产品成型缺陷。今天首先介绍一种缺陷:毛边。

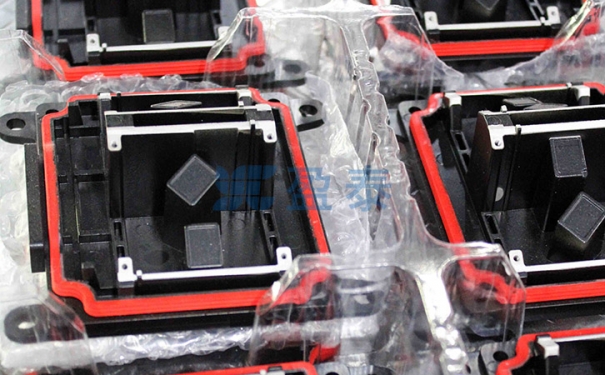
毛边
俗称溢胶, 往往出现在分型面,接合处,排气出,镶件处或者顶针处。看起来或多或少像产品的薄边。另外,细小的溢胶往往不会马上很明显。大区域,厚的飞边有时候会伸出产品正常侧边几个厘米。
为什么会出现毛边呢
毛边很容易造成密封面的损伤(分模线),但为什么会出现毛边呢?
我们分析原因如下:
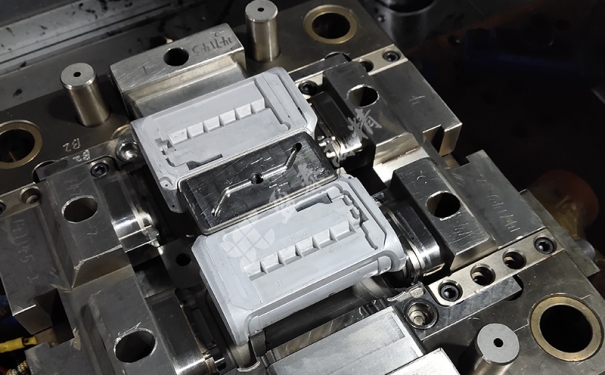
1. 存在超过宽度的缝隙:模具紧固不够在分型面上不平,模具的公差太大或者密封表面受损。
2. 机器的锁模力不足或者设置太低:开模力大于锁模力,模具无法处于闭合状态,锁模力使模具和模板变形。
解决毛边问题
解释一下,首先,我们要看设备锁模力是否还能增加?增加锁模力或者用更大型的设备。
如果毛边仍旧没得到解决,这就需要去看模具公差是否过大,采用调整模具或者是因为模具分型面模具不平引起的公差太大。
最后,看看毛边是否出现在水口附近,如果是,那么射胶速度得由慢调至快。
如果毛边没在水口附近,那我们需要改变策略,以下四点来操作设备改善毛边问题
(1) 更早的转变保压压力
(2) 降低注射压力,保压压力,保压时间
(3) 更小的射胶速度
(4) 提高模具壁温度
不知道,小编以上的介绍有没有帮到您解决毛边问题呢?如果对毛边还有疑问,请和我们联系,我们还会有lsr专家为您解答。

如果您在寻找表带可使用的材料,会发现液态硅胶是最适合产品使用的,液态硅胶本身是非常安全的材质,可以做到无色无味,即使在250度的高温下也是可以正常使用的,而且还可以和塑胶、五金包胶成型,组成防水部件。
查看详情>>
阿博格是行业内最早开发液态硅胶注塑机的生产商之一。在液态硅胶生产方面积累了很多的经验且设备具有超高的稳定性。
查看详情>>