手机站
手机站 微信号
微信号友情链接:
盈泰液态硅胶制品厂简单介绍一下液态硅胶LSR模具的排气解决方案。盈泰自建有模具加工中心,可以提供高精密无飞边液体硅胶模具设计加工服务。
液态硅胶注射模具厂家了解到,现如今,随着lsr的注入,滞留在模腔内的空气在模具闭合时被压缩,然后随着充模过程而通过通气槽沟被排出。空气如果不能完全排出,就会滞留在胶料内(这样往往会造成制品部分露出白边)。通气槽沟一般宽度为1mm-3mm,深度为0.004mm-0.005mm。
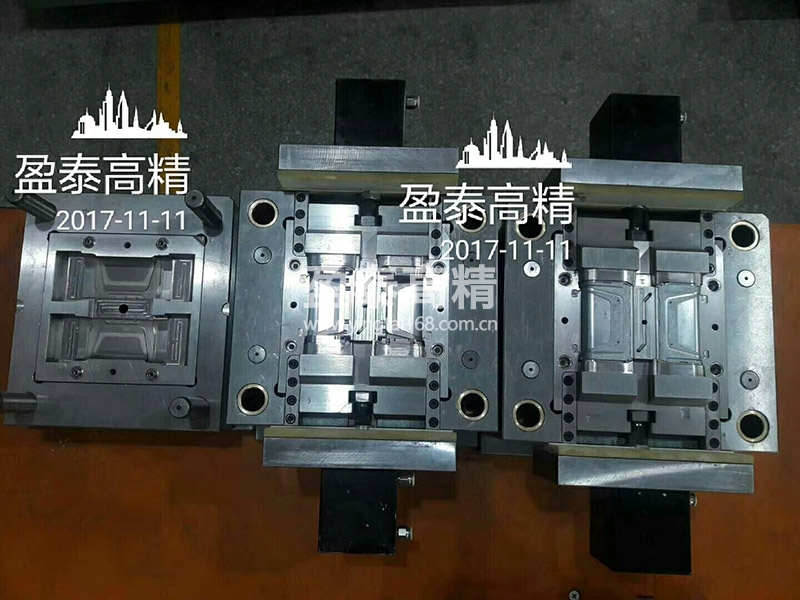

注:盈泰液态硅胶模房。

注:盈泰液态硅胶模房。
在模具内抽真空可创造最佳的排气效果。这是通过在分型线上设计一个垫圈,并用真空泵迅速将所有的模腔抽成真空来实现的。一旦真空达到额定的程度,模具即完全闭合,开始注压。
有些液态硅胶LSR注射模压设备容许在可变化的闭合力下操作,这使加工者可以在低压下闭合模具,直到模腔的90%-95%被LSR充满(使空气更容易排出),然后切换成较高的闭合力,以免硅橡胶膨胀而发生溢胶。
以上就是深圳液体硅胶注射加工厂为我们大家所讲述的有关于液态硅胶LSR成型模具排气的相关的知识介绍,相信大家现在也都明白了吧。希望对大家有所帮助。大家如果还有什么不明白不了解的地方,欢迎大家随时联系我们公司。联系人:张小姐,手机:17722437688。

经测试,液态自粘性硅橡胶与塑胶或金属材料有良好的粘接效果,满足“硅胶+塑胶(金属)双材质特性”的体现。
查看详情>>
Chinaplas 2019 液态硅胶(LSR)注塑技术、液态硅胶双组分自动化生产技术、双色多色液态硅胶等解决方案齐亮相
查看详情>>