手机站
手机站 微信号
微信号友情链接:
盈泰液态硅胶制品厂小编来和大家分享r医用导尿管液态硅胶注塑模具之关键。我司自建有模具加工车间,配备精密先进的加工设备,可以为客户设计加工精密的液态硅胶模具和塑胶模具。
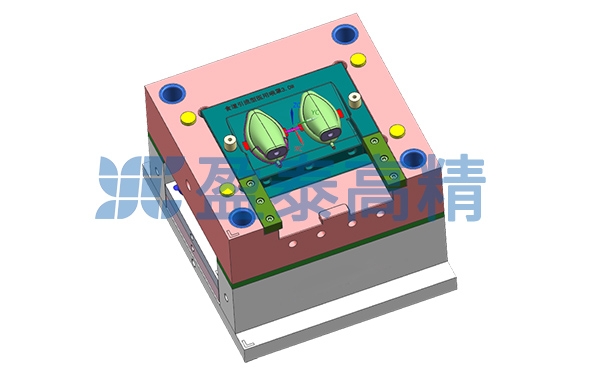
液态硅胶注塑模具,也称为lsr注射成型模具。此模具有普通热流道和冷流道两种。医用导尿管由如下几个部分组成,其中接头部分是用液态硅胶注塑模具成型的。

医疗的产品,对产品材质、精度、产品品质各方面要求都特别高,在加工医用导尿管接头时,液态硅胶注塑模具有哪些是行业痛点,又有哪些是需要特别注意的地方呢?盈泰液态硅胶制品厂小编来和大家分享下:
lsr医用导尿管液态硅胶注塑模具4大关键点
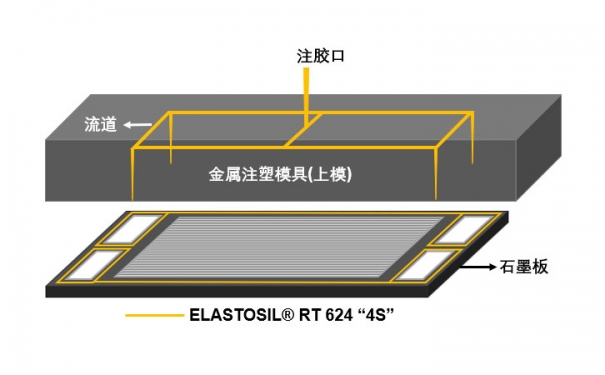
1、流道的设计
硅胶导尿管接头多采用冷流道的设计结构,可以减少材料的损耗,提升产品的品质。单腔/双腔接头多选择八穴模具,三腔接头则常选择四穴或六穴模具。
2、排气的设计
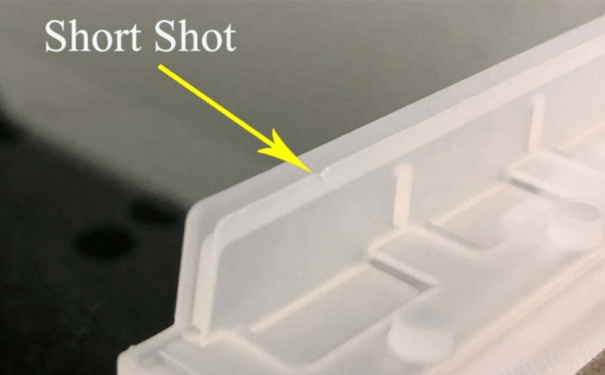
液态硅胶的注射速度非常快,导尿管接头的用胶量也不大,固化时间是非常短的。所以成型过程中同样需要考虑排气的问题。以免气体未及时排出,产品内产生气泡;适当时候需要开排气槽,同时配合好温度、注胶速度的工艺调整。
3、胶量的控制
模具每腔的注胶量控制都要精准以及平衡,否则就会有缺胶或溢胶的风险。这个在导尿管接头生产中最常见到,也是行业的一大痛点。由于硅胶管是挤出成型的,存在较大误差,在配合这些导管二次成型的时候,各腔的出胶量就一定要精准,流道在设计合理的基础上一定要控制好加工精密度。
4、加工精密度
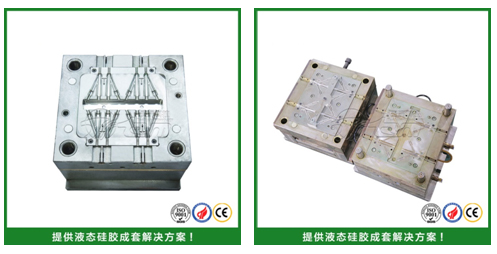
不仅仅是流道的加工精度要控制好,与硅胶管的结合位置各镶件的加工精度一样非常重要。不仅需要加工机床的稳定性及精密度,操作人员的技术熟练度,同时还要有高精密的检测设备来配合,这也是为什么加工导尿管液态硅胶注塑模具厂家比较少的原因之一。

图 盈泰液态硅胶制品厂的模具加工车间。

硅胶材料也成为了现代都市儿童的主打,越来越多的婴儿产品都想要用硅胶制品材料进行替代,那么硅胶材料它到底借凭什么吸引消费者,您有需要注意些什么问题呢?
查看详情>>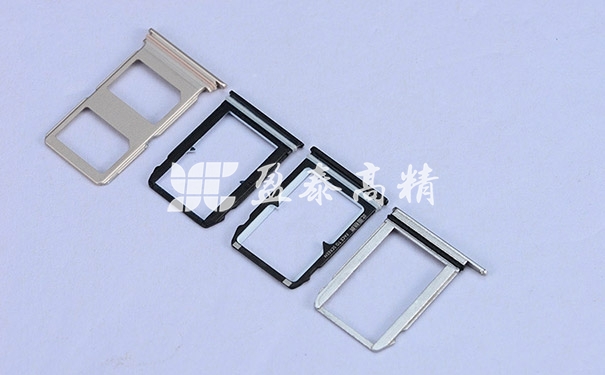
我司生产的手机卡槽防水密封圈,在工艺上悉心进行反复试验,在模具上精益求精,在后期测试中不断改进自己,完善自己。精密产品选对液态硅胶注射成型厂家很重要,请认准盈泰。
查看详情>>