

 手机站
手机站 微信号
微信号友情链接:
硅橡胶、TPU、TPR,TPE,软PVC等软胶与塑胶等硬胶材料包胶注塑工艺详解。
1.1基材
第一种注入材料称为基材或者基底材料,我们俗称为骨架或本体。硬胶可为ABS、PA6/PA66-GF,PP,PC,PC+ABS等。
1.2覆盖材料
第二种注入材料称为覆盖材料,我们俗称为包胶材料。通常使用的覆盖材料为弹性树脂。软胶常用硅橡胶、TPU、TPR,TPE,软PVC等胶料。

1.3包胶注塑模具
一种材料在另一种材料上面成型,产生多层结构。在二次注塑过程中,覆盖材料注入基材的上方、下方、四周或者内部,组合成为一个完整的部件。这个过程可通过多次注塑或嵌入注塑完成。软胶包硬胶现在主要使用的是二次成型模具与双色模具。特别是二次成型模具(包胶模,主要是软胶包硬胶),其中:
1.3.1包胶模具(二次成型)
两种塑胶材料不一定在同一台注塑机上注塑,分两次成型;产品从一套模具中出模取出后,再放入另外一套模具中进行第二次注塑成型。这种工艺也可称为嵌入注塑(Insert Mold),其特点是:
1:通常基材(本体/骨架)要比覆盖材料大得多;
2:可能需要预热,使表面温度接近覆盖材料的熔点,从而获得最佳粘合强度;
3:一般这种模塑工艺通常由2套模具完成, 不需要专门的双色注塑机。
1.3.2双色模具
两种塑胶材料在同一台注塑机上注塑,分两次成型,但是产品只出模一次的模具。一般这种模塑工艺也叫双料注塑,通常由一套模具完成,且需要专门的双色注塑机。
材料的选择与匹配
2.1材料的选择与匹配要求:
包胶产品采用二次注塑(嵌件式INSERT MOLD)方法成型。
二次注塑树脂材料的选择有多种因素,一方面要取决于基材特性,另一方面则取决于应用性能。具体来说,有以下几点:
1.耐化学腐蚀性。
2.阻燃性(符合生态环保等要求)。生态环保标识是表明产品符合环境与社会标准的标志。
3.耐磨蚀度(以免凹陷或脱落)。
4.肖氏硬度(符合柔感或其他要求)。
5.耐冲击性(符合结构要求)。
6.熔点(符合应用温度要求,不会软化或变形)。
7.粘合方式(两种材料不匹配时形成机械联锁作用,两种材料匹配时形成化学粘合)。
一般而言,匹配材料应具有相似的化学特性或者含有匹配的复合成分。基材与覆盖材料不匹配时,通常只能形成机械联锁作用,而非化学粘合。
2.2:软包胶可与不同基材进行配合成型;但硬胶包硬胶则要受严格的限制条件:
硬胶包硬胶局部上可以,但不可用于大面积或形成封闭环的设计:
2.2.1:相同材质的硬胶进行二次注塑成型,这种情况不予采用。
原因:① 2种材料溶点相同,注塑过程中,会出现混(撺)色情况,影响外观品质;
② 硬胶材料相对于软胶注塑压力会大(约30%以上),大的压力,往往容易造成封胶困难,产生压胶处毛边或压伤基体。硬胶对包胶模具和注塑工艺要求非常高,而且容易出现缺陷,导致生产成本的增加,不建议采用 。
如:基体是PA6-GF30,覆盖材料也是PA6-GF30,这种情况就会出现上述混色,注塑压力,成品包胶漏胶/压伤等不良率问题。
2.2.2:不同材质的硬胶间的包胶,需满足如下条件:
1:2种材料要有成型温差(溶点),至少30度以上;基体材料成型温度要高于覆盖材料;
2:硬胶覆盖材料的包胶(分色)区域尽可能的小,避免较大的材料自身体积收缩和收缩原因造成的开裂风险;
3:硬胶覆盖材料的收缩率要小,采用非结晶性或半结晶性塑材,收缩率通常在0.4~0.6%。包胶模模具制造时,是不能放缩水率的,必须按基体(骨架)的规定的区域制造成型型腔,当覆盖材料注塑到型腔中后,本身还是要收缩的(材料物性---热胀冷缩)。收缩率大的覆盖材料:将造成较大的装配合缝;材料的收缩也会造成基体的受力变形;覆盖材料受拉应力的自身开裂。因此,硬胶之间的二次注塑,包胶区域和收缩率是2个必须注意的工艺问题。
2.3电动工具类包胶材料与基体(本体)的匹配:
考虑到二次注塑工艺上的不稳定性和成品率不高的问题,不建议采用2次以上的二次注塑进行分色。若要分煞费苦心,建议采用扣件(分体)结构去实现。
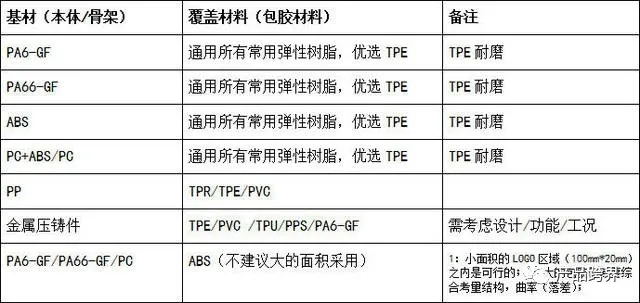
1.在基体材料确定的情况下,覆盖材料选用的优先顺序(排前为优选):
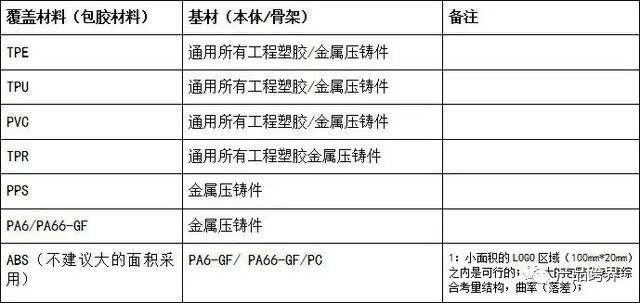
2.在覆盖材料确定的情况下,基体材料选用的优先顺序(排前为优选):
1:基体分型面上均要有拉胶槽:
2:基体压胶槽宽度为1.2或1.8mm。封胶是平面的,选1.2mm,封胶工艺复杂处选1.8mm
3:包胶区域拐角位或细长部位需做有台阶的拉胶孔;包胶区域周边基体上有拉胶槽或间隔性拉胶槽,槽深1.0mm宽1.0mm。拉钉孔尽量多做(20~30mm间距),且尽量靠近边缘或拐角,角落等位置。拉钉孔与骨架上的筋板位边距应大于≥1mm,防止包胶料溢胶到筋位空隙处,形成漏胶或披锋
4:基体是斜面封胶时,其斜面不应超过45度。封胶面应做到至少1.2MM宽,尽量平行或垂直于分型面,若是斜面,斜度应尽可能小,以减小配模的难度,斜度最好不要大过45度
5:深于5mm以上的孔或槽包胶,在包胶结束端应有反扣设计,避免包胶粘定模型头。
6:类似结构“B”中的2个小点,工艺上要求:必需大于2*2mm。外围线框宽度,最小1.5mm以上,根部做2mm(梯形状)。
7:包胶壁厚:推荐值:1.5mm. 局部最薄处不得低于1.0mm. TPE的流动长度(含浇口长度)/制品厚度比低于150:1 ,比例过大,会出现缺胶,包胶不满缺陷;产品设计时可按80:1进行设计。
8:类似结构R与X的封胶间隙必须在于1.0mm以上。否则会出现封胶问题,出现毛边。

本文主要帮助很多不了解硅胶材料的人初步对硅胶产品成型工艺,从而帮助您在联系硅胶制品厂开模定制产品前做好准备工作。
查看详情>>
以下是8个主要原因决定了硅胶对于开发新的以及具有创新性的医疗器械至关重要。
查看详情>>













