手机站
手机站 微信号
微信号友情链接:
今天小编要给大家介绍的是液态硅胶包胶类硅胶制品最容易出现的问题及相应的解决方案。
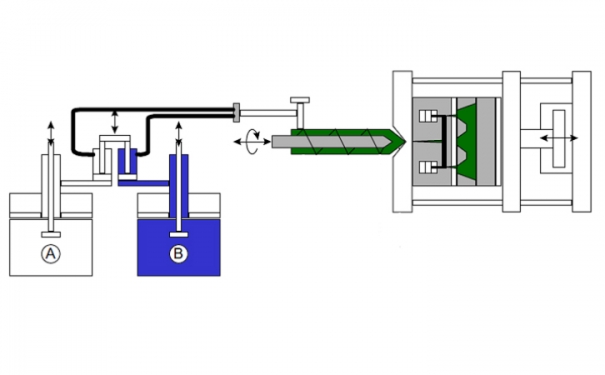
液态硅胶分为 A 胶与 B 胶,利用定量装置控制两者为1:1 之比例,再透过静态混合器予以充份混合,注入料管后再进行射出成型生产。将液态硅胶射入冷流道模具,制作硅胶制品,可达到一次成型﹑无废料及可自动化等优点。今天小编要给大家介绍的是液态硅胶包胶类硅胶制品最容易出现的问题及相应的解决方案。
(1)内嵌物件形变温度过低。
液态硅胶的硫化成型温度一般在110℃~150℃之间,所以内嵌物件的形变温度至少要在150℃以上。常见的可以包液态硅胶的材料有PC、PA、PA66等。
对策:更换内嵌物件的原材料,采用耐高温材料。
(2)内嵌物件受压力不均导致变形
硅胶包胶产品的内嵌物件需要在模内有稳定可靠的定位,封胶位需承受一定的模压力,所以受力部位一定要均衡。
对策:调整内嵌物件的受力部位。
(3)产品结构设计不合理
硅胶缩水率一般比内嵌物件(塑胶/五金)大,包胶产品的硅胶部分结构尽量要均匀,不可局部太厚或太薄,否则容易导致困气或者不熟。
对策:建议客户修改产品结构。


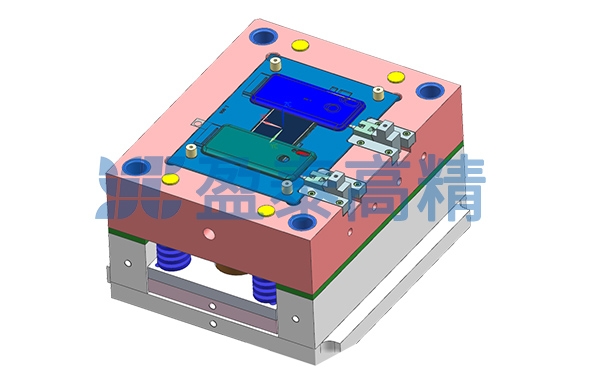
图 盈泰生产的液态硅胶包五金产品。

哪些食品级材料在电子烟上大展身手呢?以下为小编整理的部分主流塑胶(PCTG、PPSU、PP、PC、PEEK、透明尼龙等)材料信息,以供参考。
查看详情>>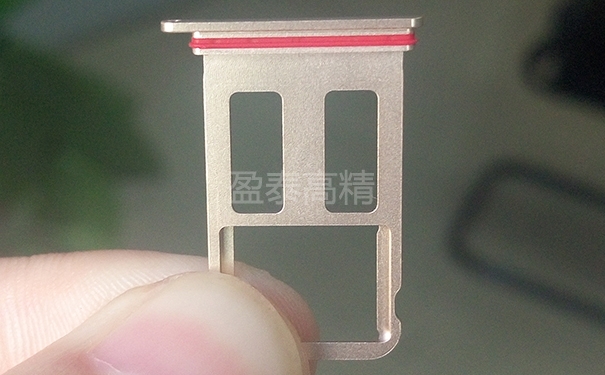
深圳液体硅胶制品首选盈泰。我们有15年的固态硅胶制品生产历史和5年的液态硅胶制品生产经验。
查看详情>>